Ni Hao Oldman!!! ( Welding update )

Slower Than Dial-up...
Thread Starter
Join Date: Dec 2003
Posts: 1,127
Likes: 0
Received 0 Likes
on
0 Posts
So Since I last posted about my welding experiences, trials and tribulations...
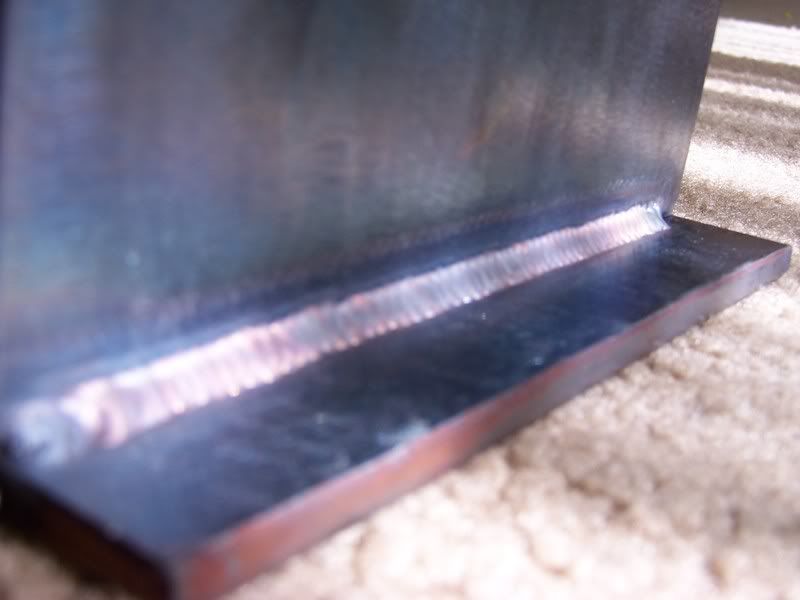
I took tests for GTAW (TIG) 2G (horizontal) passed one and then, it began.. LOL... I took several test more.. and several more.. and some more.. LOL... no really, I took quite a few tests in this position, all the while getting tears down the center of the weld.. (if a weld is no good it will tear on the edges from lack of fusion, when it tears down the center there a few possible things that can cause it but usually it is the weld below it that is not good) that being said, I took around 10 test with instructors watching every weld and inspecting it bead by bead. And yet, I conitued to fail. Not a clue as to truly why. (Honest opinion, budget cuts and we got contaminated metal to use.. and cheaper tungsten) So after several of these tests, they moved me on to 3G (Vertical) and I passed it in two test plates. Which is the absolute best possible. (because you have to pass two tests in order to pass that position) Moved on to 4G welded up a piece of angle for practice and cut it in half to inspect how well the beads were tying in, and I had only two pin holes.
So after finishing that up, I decide to practice some stainless (which is what I will have to weld next) well I took some pics of my first two beads of stainless EVER!!! LOL... but in all seriousness I think they turned out ok...
First Bead EVER in stainless...

Side View

Color (the tint of stainless with proper gas shielding)

Can't really see in that picture for some reason, but it has that "bluish/purple gold" tint
Second Bead Ever In Stainless..
Front

Side
Color..


I took tests for GTAW (TIG) 2G (horizontal) passed one and then, it began.. LOL... I took several test more.. and several more.. and some more.. LOL... no really, I took quite a few tests in this position, all the while getting tears down the center of the weld.. (if a weld is no good it will tear on the edges from lack of fusion, when it tears down the center there a few possible things that can cause it but usually it is the weld below it that is not good) that being said, I took around 10 test with instructors watching every weld and inspecting it bead by bead. And yet, I conitued to fail. Not a clue as to truly why. (Honest opinion, budget cuts and we got contaminated metal to use.. and cheaper tungsten) So after several of these tests, they moved me on to 3G (Vertical) and I passed it in two test plates. Which is the absolute best possible. (because you have to pass two tests in order to pass that position) Moved on to 4G welded up a piece of angle for practice and cut it in half to inspect how well the beads were tying in, and I had only two pin holes.
So after finishing that up, I decide to practice some stainless (which is what I will have to weld next) well I took some pics of my first two beads of stainless EVER!!! LOL... but in all seriousness I think they turned out ok...
First Bead EVER in stainless...
Side View
Color (the tint of stainless with proper gas shielding)
Can't really see in that picture for some reason, but it has that "bluish/purple gold" tint
Second Bead Ever In Stainless..
Front
Side
Color..
__________________


Donut Killer
Join Date: Jun 2002
Posts: 2,747
Likes: 0
Received 0 Likes
on
0 Posts
Rock out Smoke!!!
Those look really good... I wish you were here. I could use that help on a floor board....
Those look really good... I wish you were here. I could use that help on a floor board....
__________________

SC Motorsports
11801 State Road 52
Hudson, FL 34669-3092
(727) 856-8768
FordSpeed Racing
11733 66th St., Unit 123
Largo, FL 33773
(727) 549-8255
Dynojet Chassis Dyno
SC Motorsports
11801 State Road 52
Hudson, FL 34669-3092
(727) 856-8768
FordSpeed Racing
11733 66th St., Unit 123
Largo, FL 33773
(727) 549-8255
Dynojet Chassis Dyno


lives in a glass house
Join Date: Jan 2005
Posts: 5,451
Likes: 0
Received 0 Likes
on
0 Posts

Slower Than Dial-up...
Thread Starter
Join Date: Dec 2003
Posts: 1,127
Likes: 0
Received 0 Likes
on
0 Posts
Here is a pic to kind of give you an idea of the size of the bead.

Here is the bottom side... ( sorry for the poor pic )

Shawn,
Brett and I talked this morning about it, and metal prep is one of the keys in TIG and MIG welding.. The cleaner the metal the better the finish. ( kind of like paint work, the more prep work, the better the finish work ) So to answer some questions, no metal comes looking nice unless you pay that price... LOL.. If you look close in the pics, you can see the sides or not shiny/polished like the rest...
JP,
I have been toying with a turbo 5.0 set-up in my mind the last couple of weeks... and a few other Tig'ged mustang parts...
Frank,
Thanks bro...
Here is the bottom side... ( sorry for the poor pic )
Shawn,
Brett and I talked this morning about it, and metal prep is one of the keys in TIG and MIG welding.. The cleaner the metal the better the finish. ( kind of like paint work, the more prep work, the better the finish work ) So to answer some questions, no metal comes looking nice unless you pay that price... LOL.. If you look close in the pics, you can see the sides or not shiny/polished like the rest...
JP,
I have been toying with a turbo 5.0 set-up in my mind the last couple of weeks... and a few other Tig'ged mustang parts...
Frank,
Thanks bro...
__________________
Last edited by smokeshow; 04-30-2008 at 10:06 AM.





